

Machining Unleaded Materials — Reliability is Possible
Leaded steel is no longer produced in the United States. How do shops approach unleaded brass and steel machining?
#pmpa
Share
It has been a long time coming, but leaded steel is no longer produced here in the United States. The shutdown of the Republic melt shop in Canton, Ohio, announced in August was the last stand for leaded steel bar production here in the U.S.
Throughout the 1980s and 1990s, as well as the first decade of the ‘00s, various people were predicting the end of lead in our shops. And customers, particularly in automotive and in plumbing, started to change their material requirements. This was on PMPA’s radar in 2001 and we provided our members with information to help them meet this challenge. The year following, Europe began restricting lead with the following:
Featured Content



- Restriction of Hazardous Substances Directive 2002/95/EC applicable to electrical and electronic equipment was conceived and adopted in February of 2003. This first RoHS Directive (ROHS 1) went into effect in 2006.
- The Waste Electrical and Electronic Equipment Directive (WEEED) 2002/96/EC also targeted lead in products and the need for recycling.
- Other European directives dealing with lead include End of Life Vehicles (ELV) (2000/53/EC) and the REACH Regulation EC 1907/2006 entered into force in 2007.

All of these made it clear that lead was no longer a “take for granted” ingredient in materials for machining just because it facilitated efficient production in our operations. These described and restricted the conditions for when a lead addition to improve machining may and may not be appropriate in components for various types of products.
The bill permitting only the lead-free plumbing components for parts that had been made from leaded brass (AB 1953) was originally passed in 2003 in California and was implemented in 2010. Only parts made from unleaded brass, meeting a 0.25%-maximum-weight lead content, could be sold in California. As the AB 1953 bill clearly states, “Lead leaching into drinking water poses a serious health risk — there is no safe level of lead, according to the Centers for Disease Control and Prevention…” The 0.25% lead standard is appropriate for drinking water plumbing.
The 0.25% standard is supported by scientific studies and major water agencies, and is recognized by the metal manufacturing industry as the standard for “no-lead brass”.
Because of the reduction and elimination of lead in the materials that we machine to make components needed in automotive, electrical and electronic equipment, and potable water/plumbing systems, our shops have had to learn how to machine these new unleaded materials.
At this year’s Horn Technology Days, I was pleased to attend the session “Lead-Free: Machining Brass and Steel with Process Reliability” presented by Ken Hamming from Horn USA. Mattias Luik, manager of research and development, was also present and headed the research project that Hamming was discussing.
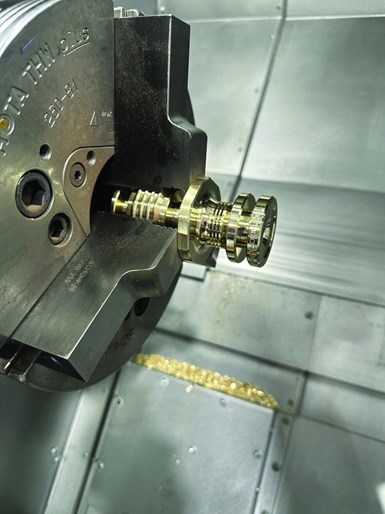
The second content slide showed photos of large, tangled birds-nest chips — convincing evidence that the researchers understand the problem that unleaded materials give our machinists. The project concentrated on grooving, one situation where the groove dimensions constrain the chip, contributing to the chip evacuation and massing problems we encounter with
unleaded materials.
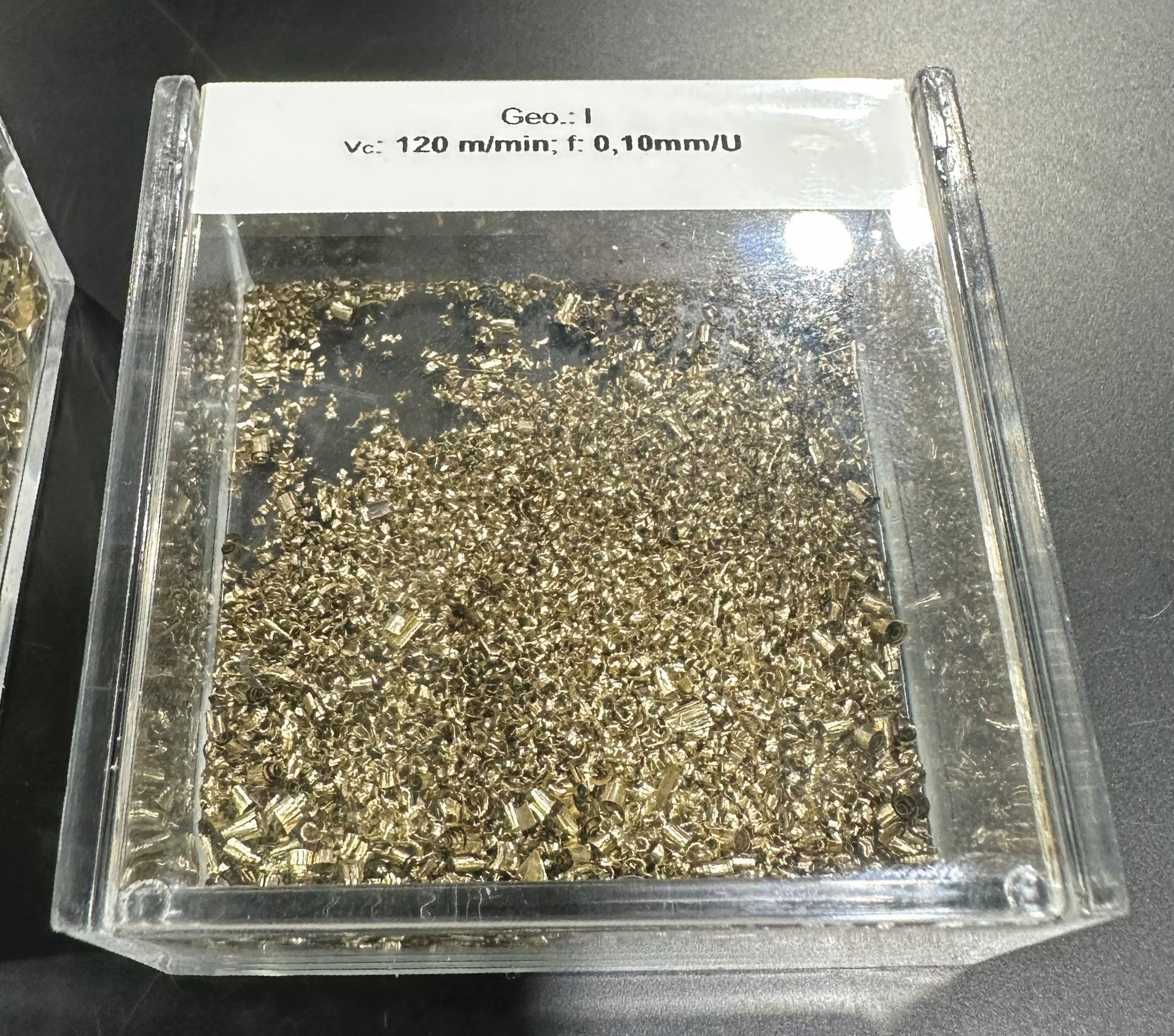
What was the primary takeaway from this work? Unleaded brass needs a positive rake angle. This is a change from the zero-rake angle typically found on tools for turning leaded brass. The Horn work showed examples of different geometries with specific angles and chip control features and were able to show which were the best — those creating small loose arc and elemental chips. They also showed the geometries which resulted in uncontrollable snarled, ribbon and tubular type chips — the chips most of us expect with unleaded materials, requiring frequent shutdowns for chip clearing.
Horn also showed how changing tool geometries were effective at getting steady state cutting conditions and chip formation in unleaded steels. Unleaded steels continue to grow in importance in markets served by our precision machining shops. This is why improvements in tooling are critical to our success.
If cutting unleaded steels or brasses is part of your business plan, you can be assured that the production of chips from these materials can be controlled with the proper attention to tool geometry, chip control features and rake and clearance angles. I saw it with my own eyes and held the chips in my hand.
Here are some major takeaways for our shops when approaching unleaded brass and steel machining:
- Increase speeds. Luik says that with today’s coatings and the right tool geometries, increasing speeds is actually possible for unleaded brass.
- Improve tools. Positive rake angles for brass was unexpected. Improved geometries for chip control also make our operations repeatable in unleaded materials.
- Increase coolant and delivery. Especially benefits constrained features such as deep grooves and holes.
- Improve chip control. This can create the most stable, consistently controlled, easily removed chips.
So, whether you go to your tool supplier to get the tools specialized for unleaded materials or decide to confront these challenging materials alone, do know that they can be mastered with the chip form controlled by the criteria discussed above. And I was absolutely amazed when I saw those loose arc and elemental chips coming off a grooving tool in a narrow groove being formed in unleaded brass.
The times, they are finally changing. Fortunately, so is the technology to master these changes.
About the Author

Miles Free III
Miles Free III is the PMPA Director of Industry Affairs with over 50 years of experience in the areas of manufacturing, quality and steelmaking. Miles’ podcast is at pmpa.org/podcast.
Email: mfree@pmpa.org — Website: pmpa.org.
RELATED CONTENT
-
Educational Offerings at PMTS
Technical presentations and on-the-show-floor, booth demonstrations can lead you to discover new ideas to help your shop become more efficient and profitable.
-
Large Plants Plan High Rates of Capital Spending in 2024
Gardner Business Media’s Capital Spending survey projects a modest decline of 7.4% in machine tool spending next year. While job shops are taking a wait-and-see posture, large plants plan robust spending with machining centers leading the way.
-
Craftsman Cribsheet #106: Weights of Bars
Determining the weight per foot of steel.
