


Share
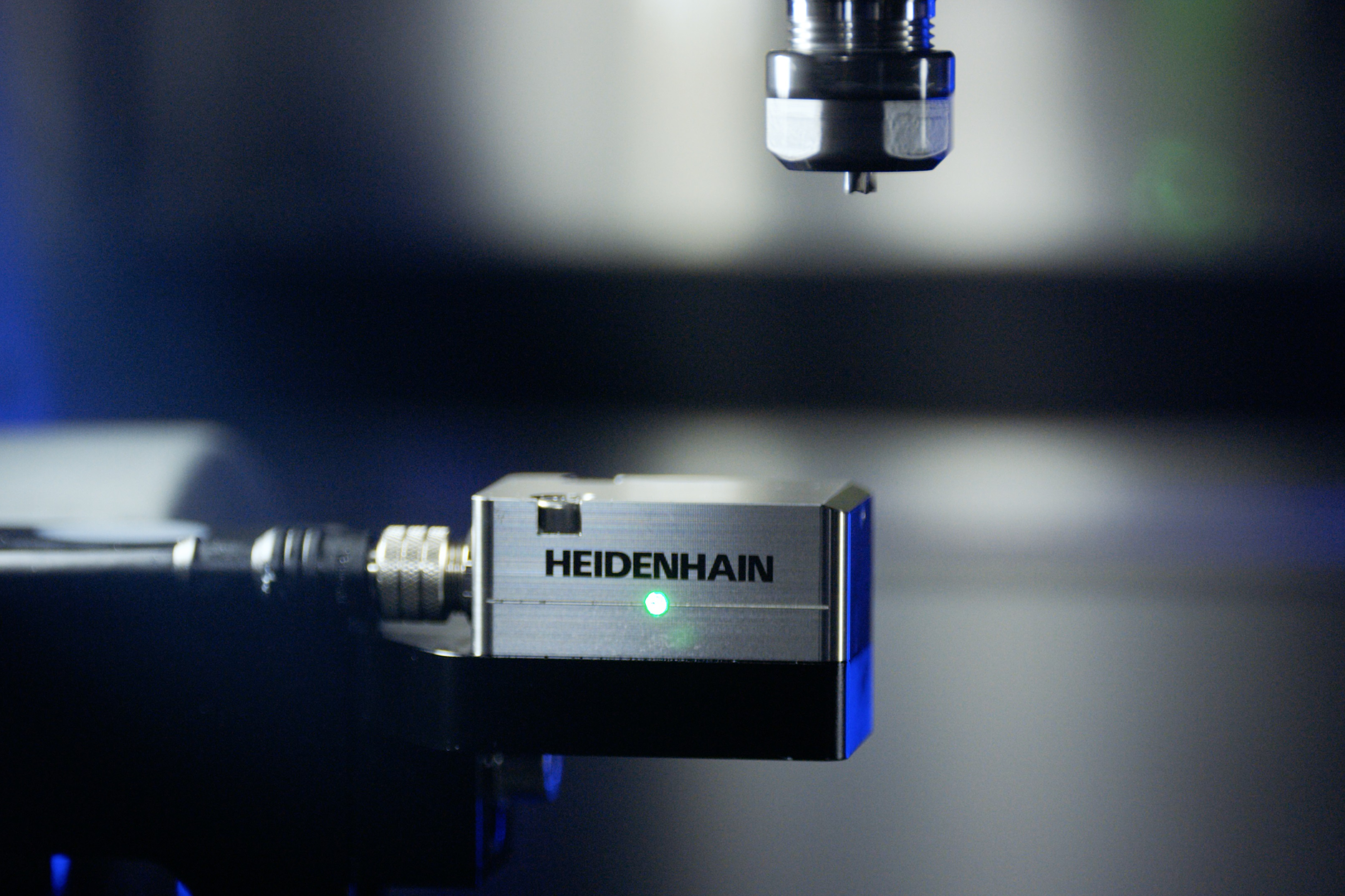
The smallest tool diameter the system will check is 0.4 mm, and the tool must be broken off by a minimum of 2 mm in order for the system to register the broken tool. Photo Credits: Heidenhain Corp.
When machining processes go awry, the goal for any operator is instant notification when a problem occurs in order to minimize downtime. Tool breakage is one common culprit of cycle time increases. Without an efficient detection device that alerts an operator immediately when a tool has been broken, time and costs are wasted, scrap increases, and accuracy and general efficiency decline when parts are not being cut.
This can be particularly problematic for very small tools because they are more susceptible to breakage while cutting and, in some cases, during on-machine inspection for possible breakage due to their delicate size. Therefore, noncontact tool detection can be the right choice for small-diameter tools. Heidenhain Corp. has developed not only a contact-free tool breakage sensor for these scenarios but one that is compact, making it especially useful for machine tools with small workzones such as CNC Swiss-type lathes and multi-spindle turning centers that have live tooling. The TD 110’s small, stainless-steel block that contains rapid, inductive sensing technology can be easily installed out of the way in the machine’s tool change area.
Featured Content



Plus, the common I/O signals communicating tool status transmitted from the detector to the machine tool’s CNC make it universally retrofittable for any CNC machine tool using round cutting tools, according to Gisbert Ledvon, director of business development machine tools at Heidenhain.
Not only does the TD 110 detect tool breakage but it can trigger a cycle stop or operator reactions such as a tool change.
Overcoming Limitations
Heidenhain is not a stranger to inductive technology. The company has been producing inductive measuring systems (as well as CNCs and machine tool accessories) prior to extending its inductive technology to tool breakage detection. Although the TD 110 is not a measurement device, utilizing the induction sensor technology for broken tool detection overcomes common limitations that are found by implementing traditional tool breakage detectors.

The TD 110’s small, stainless-steel block that contains rapid, inductive sensing technology can be easily installed out of the way in the machine’s tool change area.
For example, Ledvon says touch probes on some traditional tool detectors can break a small tool, especially one spinning at high speeds. “If you have a 0.4-mm or 0.5-mm tool, and you hit that on a mechanical device, even if it's just slightly spring loaded, you are likely to break it while you check it,” he explains.
He adds that tool breakage detectors designed with lasers have a higher resolution, but they can be affected by coolant and debris inside the machine.
However, this limitation does not exist with the induction sensor method, Ledvon says. The detector’s stainless steel block housing, which is connected to the machine’s CNC via a connector cable that runs through the workzone, safely seals the electromagnetic induction technology, keeping it away from metalworking fluid and dirt. The induction sensor’s current develops a magnetic field when a current flows through it. The sensor’s magnetic field detects within a second whether there is a ferrous, metal tool that is a minimum of 2 mm in length present and sends a signal to the machine’s CNC when no tool (the broken portion of the tool) is present.
“That’s really all the information an operator needs to determine if the tool is still available,” he says. “And then it’s a cue to take action to bring a replacement tool in.” He adds that the CNC programmer might choose to incorporate a macro into the machine program for this check.
Most CNC controls offer macro features that enable the programming of “if/then” functions, Ledvon continues. This can be helpful to utilize the tool detector’s signal and use the sister tool for replacement or stop the process to change out the tool. This makes it easy to add the tool detector into the process, even if it is not a Heidenhain CNC.
The smallest tool diameter the system will check is 0.4 mm and the tool must be broken off by a minimum of 2 mm in order for the system to register the broken tool. Ledvon says only tools made of steel and carbide function properly with the tool breakage detector because they are made of conductive materials — the only material that is reliable with the device’s induction technology.
Quick Tool Changes and Installation Support
As soon as the operator receives the signal on the CNC that a tool has broken, he or she can stop the machine and reach in quickly to change out the tool. The Heidenhain detector’s one-second or less detection time saves overall machine downtime and costs by discovering broken tools before many bad parts, rework and machine crashes occur.
The tool breakage detector installation is simple, according to Ledvon, if the installer understands CNC interfaces and connections. “If you have a sophisticated maintenance department and the team is used to working on the machine, the controls and interfacing different devices, then they should be able to install this,” he explains.
But, if that is not the case, Heidenhain and its distributors’ staff can do the installation as well as provide technical support, he adds.
Heidenhain Corp. | heidenhain.us
RELATED CONTENT
-
Measure 3D Parts Without Losing Time
This high-speed metrology and inspection system is said to process complex geometries faster than traditional inspection methods.
-
The Anatomy of a CNC Machine IoT Solution
Industry 4.0 is bringing sweeping changes to manufacturing and IIoT is one of its enabling technologies. Early adopters are reaping the benefits.
-
The Value of Tool Monitoring on Rotary Transfer Machines
By using a tool monitoring system, shops can save costs associated with machine maintenance and downtime for tool changes while increasing cutting performance.
